Tack welding is a type of welding used to temporarily join two pieces of metal together in preparation for a more permanent welding process. It involves making small welds at various points along the joint to hold the pieces in place.
Tack welding is often used in situations where the pieces being welded are difficult to hold together, such as when working with large or heavy objects. By making small welds at strategic points, the pieces can be held in place while a more permanent weld is made.
Tack welding is typically done using a MIG or TIG welding process, although it can also be done using other types of welding, such as stick welding. The size and frequency of tack welds depend on the size and shape of the pieces being joined, as well as the specific welding process being used.
Purpose of Tack Welding
The main purposes of tack welding are:
- To temporarily hold two or more pieces of metal together in the correct position for final welding: Tack welding allows the pieces to be held in place while the final welding process is performed. This is especially useful when working with large or heavy objects where it is difficult to hold the pieces together.
- To ensure accuracy and alignment of the final weld: By holding the pieces in place, tack welding allows for proper alignment and fit-up of the joint. This helps to ensure that the final weld is accurate and strong.
- To prevent distortion: Tack welding can also help prevent distortion during the final welding process. By making small welds at strategic points, the pieces are less likely to move or shift during welding, which can cause distortion and weaken the joint.
- To save time and increase efficiency: Tack welding can be a faster and more efficient way to hold pieces in place than using clamps or other mechanical methods. It can also reduce the need for rework or adjustments, which can save time and money.
Overall, tack welding is an important technique in the welding process that allows for greater accuracy, efficiency, and effectiveness in producing strong and reliable welds.
Deciding the Number and Size of Tack Welds
The number and size of tack welds needed for a particular job depend on a variety of factors, including the size and shape of the pieces being joined, the welding process being used, and the requirements of the final weld.
The number and size of tack welds usually depend on the following factors:
- The size and shape of the pieces being joined: For larger or more complex pieces, more tack welds may be needed to hold the pieces together securely. The size of the tack welds may also need to be larger to provide adequate strength.
- Material thickness
- Length of the joint
- The complexity of the fit-up
- The welding process being used: Different welding processes may require different tack welding strategies. For example, TIG welding typically requires smaller tack welds than MIG welding.
- The welding specifications: Many welding jobs will have specific requirements for the number and size of tack welds. It’s important to follow these specifications to ensure a strong and reliable final weld.
- The materials being welded: Some materials may require more or larger tack welds to ensure proper alignment and fit-up. For example, thicker materials may require larger tack welds.
- Engineering judgment: Ultimately, the number and size of tack welds will depend on the welder’s judgment and experience. It’s important to take into account all of the above factors and make decisions based on what will result in the strongest and most reliable final weld.
Types of Tack Welding
There are several types of tack welding that can be used, depending on the materials being welded and the specific requirements of the job. Some of the most common types of tack welding include:
- Spot Tack Welding: This involves making small welds at regular intervals along the joint. This method is particularly useful for thin materials or when a large number of tack welds are needed.
- Continuous Tack Welding: In this method, the welder creates a continuous tack weld along the joint. This can be useful for thicker materials or when a stronger hold is needed.
- Stitch Tack Welding: This involves making intermittent tack welds along the joint, similar to spot tack welding, but with larger gaps between welds. This method can be useful for thicker materials or when a larger gap is needed.
- Skip Tack Welding: This involves making tack welds at irregular intervals along the joint. This method can be useful for reducing distortion or when working with materials that are prone to warping.
- Back Tack Welding: This involves making a tack weld on the opposite side of the joint from the main weld. This can help to prevent warping or distortion during the welding process.
- Standard Tack Weld: This type of tack welding is usually large enough and capable of managing the weight of the welded materials.
- Bridge Tack Weld: This type of tack welding is used to fill up the gap due to mistakes. Bridge tack welds apply small tacks on each component alternately and work best with Flux-Cored welding, Mig, and Tig welding.
- Ultrasonic Tack: Ultrasonic tack uses an electric or gas welding machine for tack welding. Several short pushes or pulls created by this type of welding move through the parts a welder wants to weld at ultrasonic speed. Then welders then create molten material which fuses the parts by pushing welding wire hard enough into a base metal.
The specific type of tack welding used will depend on a variety of factors, including the materials being welded, the welding process being used, and the requirements of the final weld. A skilled welder will be able to choose the most appropriate type of tack welding for a given job to ensure a strong and reliable final weld.
Tack Welding Procedure
The procedure for tack welding will depend on the specific job and the materials being welded, but here are some general steps to follow:
- Prepare the materials: Before beginning tack welding, make sure the materials are clean and free from any contaminants that could affect the weld. Use a wire brush or grinder to remove any rust or debris.
- Clamp the materials: Use clamps or other tools to hold the pieces together in the correct position for tack welding. Make sure the pieces are securely clamped to prevent movement during welding.
- Determine the location of the tack welds: Plan where the tack welds will be placed, taking into account the size and shape of the materials and the requirements of the final weld.
- Set up the welding equipment: Set up the welding equipment, including the welding machine, gas supply, and any necessary accessories such as a welding helmet or gloves.
- Make the tack welds: Use the appropriate type of tack welding for the job, such as spot, continuous, or stitch tack welding. Make the tack welds at the predetermined locations along the joint, taking care to ensure proper alignment and fit-up.
- Inspect the tack welds: After making the tack welds, inspect them to ensure they are strong and secure. Make any necessary adjustments or re-weld as needed.
- Proceed with final welding: Once the tack welds are in place and the materials are properly aligned, proceed with the final welding process. Depending on the specific job and materials being welded, this may involve using a MIG, TIG, or other types of the welding process.
Overall, the procedure for tack welding involves careful planning, preparation, and execution to ensure a strong and reliable final weld. It is an important step in the welding process that can help to ensure accuracy, efficiency, and effectiveness in producing high-quality welds.
Tack Welding Symbol
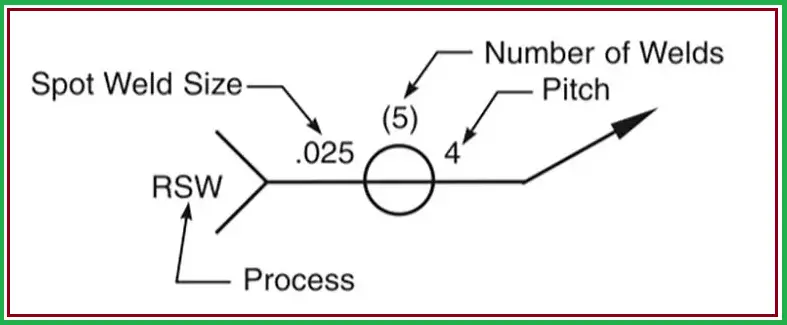
Officially, there is no symbol for tack welding. Usually, the spot weld symbol (a circle) is used and placed above, below, or on the reference line to show tack welds. Fig. 1 below shows a typical welding symbol for tack welding.
In certain applications, the symbol for tack welding is represented by a small dot placed at the end of the welding symbol. The dot is placed above the reference line and indicates the location of the tack weld. The symbol is typically used on welding drawings or blueprints to indicate where tack welds should be placed before the final weld is completed. The size and number of tack welds should be specified in the welding procedure specification (WPS) or other relevant welding standards.
Forms of Tack Welds
There are four main forms of tack welding as mentioned below:
- Square: This form of tack welding is created by making tack welds in a square pattern. They are strong and are ideal for joining two parts at a right angle.
- Vertical: In this form of tack welding, a tack between two metal pieces is laid in such a way that it runs vertically from top to bottom of the pieces.
- Right Angle: When welding two pieces of metal with a perpendicular relationship, a Right angle form of tack weld is ideal.
- Right Angle Corner: When two perpendicular pieces are joined produce a T-shape, using the Right Angle corner is the best possible selection. Here the welder joins the pieces at their 90 degrees point.
Materials for Tack Welding
Tack welding can be used on a wide variety of materials, including metals such as steel, aluminum, cast iron, copper, and brass. The suitability of a material for tack welding will depend on a number of factors, including the type of welding process being used, the thickness and shape of the material, and the requirements of the final weld.
In general, materials that are commonly tack welded include:
- Thin gauge metals: Tack welding can be particularly useful for joining thin gauge metals, such as sheet metal or thin wall tubing.
- Structural steel: Tack welding is commonly used in the construction of steel structures, such as buildings and bridges.
- Aluminum: Tack welding can be used on aluminum, although it can be more challenging than welding steel due to the material’s high thermal conductivity and susceptibility to distortion.
- Stainless steel: Tack welding is commonly used in the fabrication of stainless steel components, such as tanks, pipes, and vessels.
- Cast iron: Tack welding can be used to repair cracks or defects in cast iron components, although special care must be taken to avoid overheating or warping the material.
Ultimately, the suitability of a material for tack welding will depend on the specific job and the requirements of the final weld. A skilled welder will be able to choose the appropriate tack welding technique and ensure that the material is properly prepared and secured before welding.
Tack Welding Stainless Steel
Tack welding stainless steel requires careful preparation and execution to ensure a strong and reliable final weld. Here are some general steps to follow when tack welding stainless steel:
- Clean the materials: Stainless steel should be thoroughly cleaned and degreased before welding to prevent contamination and ensure a strong weld. Use a wire brush or grinder to remove any rust, scale, or other debris from the surface of the stainless steel.
- Secure the materials: Use clamps or other tools to hold the pieces together in the correct position for tack welding. Make sure the pieces are securely clamped to prevent movement during welding.
- Choose the appropriate welding process: Depending on the specific job and the type of stainless steel being welded, you may need to use a specific welding process, such as TIG welding or MIG welding.
- Set up the welding equipment: Set up the welding machine, gas supply, and any necessary accessories such as a welding helmet or gloves.
- Choose the appropriate filler metal: When tack welding stainless steel, it is important to use a filler metal that is compatible with the base metal. Consult the welding procedure specification (WPS) or other relevant welding standards for guidance on the appropriate filler metal to use.
- Make the tack welds: Use the appropriate type of tack welding for the job, such as spot, continuous, or stitch tack welding. Make the tack welds at the predetermined locations along the joint, taking care to ensure proper alignment and fit-up.
- Inspect the tack welds: After making the tack welds, inspect them to ensure they are strong and secure. Make any necessary adjustments or re-weld as needed.
Overall, the key to tack welding stainless steel is careful preparation and attention to detail. With the right equipment, techniques, and materials, you can produce high-quality tack welds that will form the foundation of a strong and reliable final weld.
Tack Welding Machines
Tack welding machines are welding machines that are specifically designed for tack welding. These machines can be used to perform a variety of tack welding techniques, such as spot welding, continuous welding, and stitch welding.
There are several types of tack welding machines available on the market, including:
- Resistance spot welding machines: These machines use electrical resistance to join two pieces of metal together. They are commonly used in automotive and sheet metal applications.
- MIG/MAG welding machines: These machines use a consumable electrode to create an arc that melts the base metal and the filler metal together. They are commonly used in heavy fabrication applications.
- TIG welding machines: These machines use a non-consumable tungsten electrode to create an arc that melts the base metal and the filler metal together. They are commonly used in precision welding applications.
- Plasma welding machines: These machines use a high-energy plasma arc to melt the base metal and the filler metal together. They are commonly used in high-precision welding applications.
When choosing a tack welding machine, it is important to consider the specific application and requirements of the job. Factors to consider include the type of material being welded, the thickness of the material, the welding technique being used, and the desired level of precision and control. Additionally, it is important to choose a machine from a reputable manufacturer and to ensure that the machine is properly maintained and serviced to ensure reliable and safe operation.
Advantages and Disadvantages of Tack Welding
Advantages of Tack Welding:
- Increased accuracy: Tack welding allows for greater precision in aligning and positioning materials, ensuring that the final weld is accurate and meets the required specifications.
- Reduced distortion: Tack welding can help to reduce distortion of the materials being welded by holding them in place during the welding process, which can improve the quality of the final weld.
- Faster welding times: Tack welding can be done quickly and efficiently, allowing for faster welding times and increased productivity.
- Cost-effective: Tack welding can be a cost-effective method for joining materials, as it requires less material and time than full welding.
- Improved safety: Tack welding can help to improve safety by ensuring that materials are securely held in place during the welding process, reducing the risk of accidents or injuries.
Disadvantages of Tack Welding:
- Weakened joints: Tack welding can create weaker joints than full welding, which may not be suitable for all applications.
- Increased likelihood of defects: Tack welding can create defects in the materials being welded, such as porosity, undercutting, or burn-through.
- Potential for distortion: Tack welding can cause distortion of the materials being welded, particularly in thin-gauge materials.
- Additional steps required: Tack welding requires additional steps in the welding process, which can increase the overall time and cost of the project.
- Difficult to repair: If tack welds are not properly executed, they can be difficult to repair or remove without damaging the materials being welded.
Differences between Tack welding and Spot welding: Tack Weld vs Sopt Weld
Tack welding and spot welding are both welding techniques used to join two pieces of metal together, but they differ in several ways:
- Welding process: Tack welding uses a small amount of weld metal to temporarily hold two pieces of metal in place, while spot welding uses electrical resistance to create a weld between two pieces of metal without the use of filler material. Tack welding is a temporary weld whereas spot welding is permanent.
- Weld size: Tack welds are generally smaller than spot welds, as they are used only to hold two pieces of metal in place temporarily. Spot welds are typically larger and stronger, as they are used to create a permanent weld between two pieces of metal.
- Application: Tack welding is commonly used in preliminary welding operations to hold pieces of metal in place before they are fully welded together. Spot welding is commonly used in mass production operations, such as in the automotive industry, to join large volumes of sheet metal.
- Weld strength: Spot welding typically creates a stronger weld than tack welding, as it creates a more uniform and consistent weld over a larger area.
- Weld appearance: Tack welds are generally less visible than spot welds, as they are typically ground down or covered by the final weld. Spot welds can be more visible, as they are typically left exposed on the surface of the material.
Overall, both tack welding and spot welding are useful welding techniques, but they differ in their application, size, strength, and appearance. The choice between the two techniques will depend on the specific requirements of the welding project.