In the world of industrial construction, piping systems are rarely static. Refineries expand, pipelines are upgraded, process units are modified, and new equipment is continuously integrated into existing operating facilities. At the center of these modifications lies one of the most sensitive and high-risk activities in engineering and construction:
The Tie-In Operation
A tie-in is far more than simply joining two pipes together. It is a carefully planned engineering, construction, safety, and commissioning activity that connects new infrastructure to an existing operating system while maintaining plant integrity, operational continuity, and compliance with international standards.
In industries such as oil & gas, petrochemicals, power generation, and pipeline transportation, tie-ins represent some of the most critical phases of project execution because they often involve working around live systems, hazardous fluids, high pressure, and limited shutdown windows.
This article provides a detailed understanding of tie-ins in piping and pipeline engineering, including their types, execution methodology, safety considerations, inspection requirements, and engineering significance.
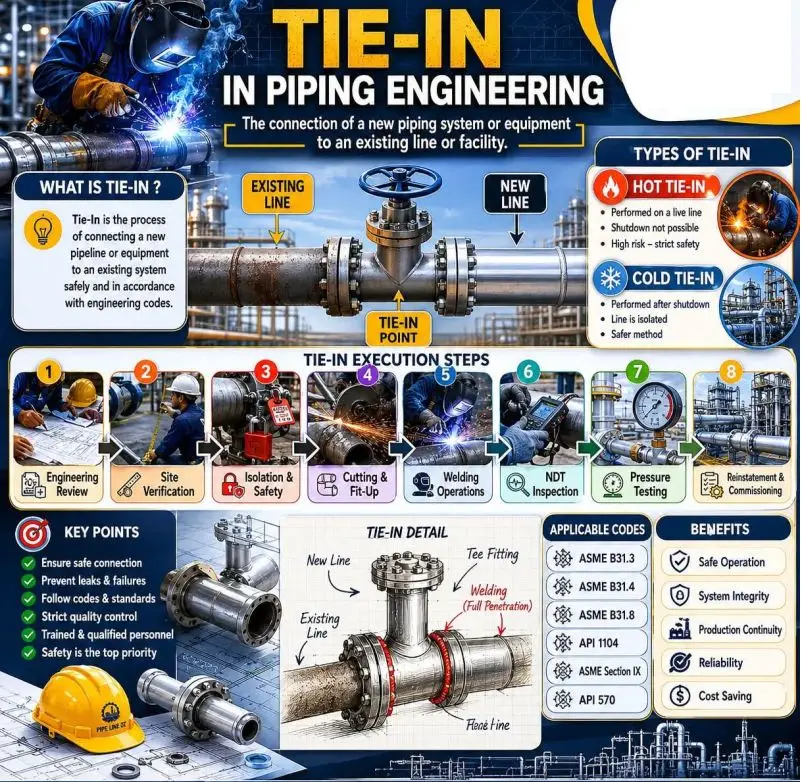
What is a Tie-In in Piping Engineering?
A Tie-In is the process of connecting a new pipeline, piping section, equipment, or system into an existing operating or isolated facility.
In simple terms:
A tie-in is the physical and engineered connection point where a new system becomes integrated with an existing one.
The operation may involve:
- Cutting existing piping
- Fit-up and alignment
- Welding
- Non-destructive testing (NDT)
- Pressure testing
- Flushing and cleaning
- Commissioning and startup
The primary objective is to ensure that the new system becomes safely and reliably integrated into the plant without compromising:
- Structural integrity
- Process safety
- Operational continuity
- Code compliance
- Equipment reliability
Because of the risks involved, tie-ins are considered one of the most carefully controlled activities in industrial projects.
Why Tie-Ins Are Critical in Industrial Facilities
Modern industrial plants continuously evolve over their operational life. New production demands, process optimization, regulatory upgrades, and maintenance requirements frequently require modifications to existing systems.
Tie-ins enable these modifications without completely rebuilding the facility.
Major reasons tie-ins are performed include:
1. Plant Expansion
Adding new process units, storage tanks, or production lines requires integration with existing piping networks.
2. Capacity Enhancement
Existing systems are upgraded to handle increased production rates.
3. Equipment Replacement
Old pumps, heat exchangers, compressors, or vessels may require reconnection to new piping.
4. Brownfield Modifications
Many facilities undergo retrofitting while remaining operational.
5. Pipeline Network Extensions
New pipeline sections are tied into operating transmission systems.
Without tie-ins, industrial facilities would require complete shutdowns and reconstruction for every modification—an economically impractical approach.
Where Tie-Ins Are Commonly Used
Tie-in operations are extensively used across multiple industries.
Common applications include:
- Oil & Gas Facilities
- Refineries
- Petrochemical Plants
- LNG Terminals
- Power Plants
- Offshore Platforms
- Onshore Pipelines
- Water Transmission Networks
- Chemical Processing Facilities
- Plant Expansion Projects
- Brownfield Engineering Modifications
In many of these environments, tie-ins are executed under highly constrained operational and safety conditions.
Types of Tie-Ins in Piping Systems
Tie-ins are broadly classified into two major categories depending on whether the existing system remains operational during the activity.
1. Hot Tie-In (Hot Tap Tie-In)
A Hot Tie-In is performed while the existing pipeline or system remains in service.
In this case:
- The line remains pressurized
- Fluid flow may continue
- Shutdown is avoided
This method is used when plant shutdown is economically or operationally impossible.
Applications of Hot Tie-Ins
- Critical production facilities
- Transmission pipelines
- Offshore systems
- Utility lines requiring continuous service
Challenges of Hot Tie-Ins
Hot tie-ins are among the highest-risk piping activities because they involve work on live systems containing:
- Flammable fluids
- Toxic chemicals
- High pressure
- High temperature service
Even a small mistake can lead to catastrophic incidents.
Requirements for Hot Tie-In Operations
Hot tie-ins require strict engineering and safety controls, including:
Risk Assessment
Detailed hazard identification and mitigation planning.
Permit to Work (PTW)
Formal authorization process before execution.
Gas Monitoring
Continuous monitoring for combustible or toxic gases.
Pressure and Temperature Control
Operating conditions must remain within approved limits.
Specialized Welding Procedures
Welding procedures must account for live service conditions.
Fire Prevention Measures
Fire watch teams and emergency response preparedness are mandatory.
Because of the risks involved, hot tie-ins are typically executed only by highly specialized contractors and experienced personnel.
2. Cold Tie-In
A Cold Tie-In is performed after the line has been fully isolated and shut down.
This is considered the safest tie-in method because:
- The system is depressurized
- Hazardous fluids are removed
- Welding risks are significantly reduced
When Cold Tie-Ins Are Used
Cold tie-ins are usually performed during:
- Plant shutdowns
- Turnarounds
- Scheduled maintenance
- Major modifications
Because the system is isolated, cold tie-ins allow safer and more controlled execution.
Main Steps in Tie-In Execution
Successful tie-ins require detailed coordination between engineering, construction, operations, safety, inspection, and commissioning teams.
The process generally follows a structured workflow.
1. Engineering Review
Before field execution begins, a comprehensive engineering review is performed.
Documents reviewed typically include:
- Piping & Instrumentation Diagrams (P&IDs)
- Isometric Drawings
- Line Lists
- Stress Analysis Reports
- Material Specifications
- Welding Procedures
- Support Drawings
- Plot Plans
The objective is to verify that the proposed tie-in is technically feasible and code compliant.
2. Site Verification
Field conditions must match engineering assumptions.
Site verification includes checking:
- Pipe dimensions
- Orientation
- Elevation
- Existing line condition
- Space availability
- Accessibility
- Spool compatibility
In brownfield projects, actual site conditions often differ from drawings due to undocumented modifications over time.
This makes field verification extremely important.
3. Isolation and Safety Preparation
Before cutting into an existing system, proper isolation is mandatory.
Isolation methods may include:
- Blind flanges
- Valve lockout/tagout (LOTO)
- Draining
- Flushing
- Purging
- Gas freeing
For hydrocarbon systems, nitrogen purging is commonly used to eliminate combustible vapors.
Importance of Safety During Tie-Ins
Safety is the highest priority during tie-in operations because workers are exposed to:
- Residual hydrocarbons
- Toxic gases
- Pressure hazards
- Welding hazards
- Confined spaces
- Simultaneous operations
Even isolated systems may contain trapped energy or residual fluid pockets.
Therefore, safety procedures are strictly enforced throughout the activity.
4. Cutting and Fit-Up
Once the system is confirmed safe, mechanical preparation begins.
Operations include:
- Cutting the existing pipe
- Edge preparation (beveling)
- Pipe alignment
- Root gap adjustment
- Temporary support installation
Fit-up accuracy is critical because poor alignment can introduce:
- Welding defects
- Residual stress
- Excessive nozzle loads
- Future leakage problems
All tolerances must comply with project specifications and applicable piping codes.
5. Welding Operations
Welding is one of the most critical phases of tie-in execution.
Welding must comply with:
- Approved Welding Procedure Specifications (WPS)
- Qualified welder certifications
- Applicable ASME/API codes
- Project quality requirements
Common Welding Processes Used
GTAW (Gas Tungsten Arc Welding)
- High-quality root pass welding
- Common for stainless steel and critical services
SMAW (Shielded Metal Arc Welding)
- Widely used for field welding
- Flexible and economical
FCAW (Flux Cored Arc Welding)
- High productivity for larger diameter piping
The selected welding process depends on:
- Pipe material
- Wall thickness
- Fluid service
- Site conditions
6. Non-Destructive Testing (NDT) and Inspection
After welding, inspection is performed to verify weld quality and integrity.
Common NDT methods include:
Visual Inspection (VT)
Initial inspection of weld appearance and workmanship.
Radiographic Testing (RT)
X-ray inspection for internal defects.
Ultrasonic Testing (UT)
Detection of internal discontinuities.
Magnetic Particle Testing (MT)
Surface crack detection in ferromagnetic materials.
Liquid Penetrant Testing (PT)
Surface defect inspection for non-ferrous materials.
Inspection acceptance criteria are defined by applicable codes and project specifications.
7. Pressure Testing and Leak Testing
Once welding and inspection are complete, the system undergoes pressure testing.
Types of testing include:
Hydrostatic Testing
Using water to verify pressure integrity.
Pneumatic Testing
Using air or nitrogen where hydrotesting is impractical.
Leak Testing
Verification of sealing integrity at joints and connections.
Testing ensures the tie-in can safely withstand operating conditions.
8. Commissioning and Startup
After successful testing:
- Temporary blinds are removed
- Systems are cleaned and flushed
- Instruments are calibrated
- Operational checks are completed
The tie-in is then integrated into normal plant operations.
Applicable Codes and Standards for Tie-Ins
Tie-ins must comply with internationally recognized engineering standards.
Commonly applicable codes include:
ASME B31.3
Process Piping
ASME B31.4
Liquid Transportation Systems
ASME B31.8
Gas Transmission and Distribution Piping
API 1104
Pipeline Welding Standards
ASME Section IX
Welding Qualifications
API 570
Piping Inspection Code
Project Specifications
Client-specific engineering requirements
Compliance with these standards ensures safety, reliability, and regulatory acceptance.
Major Challenges in Tie-In Projects
Tie-ins are often executed under difficult conditions.
Common challenges include:
- Limited shutdown windows
- Congested work areas
- Unknown field conditions
- Maintaining production continuity
- High safety risks
- Tight dimensional tolerances
- Coordination between multiple disciplines
Because of these complexities, tie-ins require extensive planning and execution control.
Best Practices for Successful Tie-In Execution
To improve safety and reliability, engineering teams typically follow these best practices:
- Conduct detailed constructability reviews
- Perform accurate field measurements
- Use experienced welding personnel
- Implement strict safety controls
- Verify alignment before welding
- Perform full quality inspections
- Maintain clear communication between disciplines
- Develop contingency plans for unexpected field conditions
Successful tie-ins depend as much on coordination and planning as on technical execution.
Conclusion
Tie-ins are among the most critical operations in piping and pipeline engineering because they bridge the gap between existing infrastructure and new development. Whether performed during a shutdown or on a live system, tie-ins demand a high level of engineering precision, safety management, construction expertise, and operational coordination.
From engineering review and field verification to welding, inspection, and commissioning, every stage must be carefully controlled to ensure the integrity of the facility and the safety of personnel.
In modern industrial projects, where downtime costs are enormous and operational continuity is essential, tie-ins play a vital role in enabling expansion, modernization, and long-term plant sustainability.
Ultimately, a successful tie-in is not merely a pipe connection—it is the seamless integration of engineering, safety, quality, and operational excellence.
Well written